
Industrial Burners
"Enhancing Manufacturing Efficiency: Shivshakti Engineering's Diverse Range of Industrial Burners "
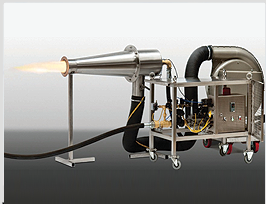
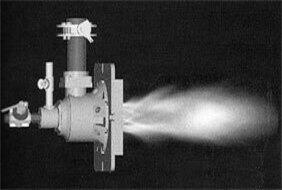
We at Shivshakti Engineering offers a wide range of industrial burners used for heating, melting, manufacturing, and steam production. These burners find application in various types of industrial furnaces, kilns, incinerators, boilers and other direct-fired heaters, etc.
The burners are used as a vital heating source for energy, chemical and manufacturing processes. Depending on the industry, numerous burners may be required for a specific process. Likewise, depending on the furnace (vertical or cylindrical), different burner mountings, such as side fired, up fired or down fired, may be required to properly operate the furnace. As mentioned, industrial burners can be used for melting, manufacturing, and steam production processes.


Types of Industrial Burners Offered
Shivshakti Engineering specializes in four distinct types of industrial burners, each designed to meet specific industrial heating requirements:
1. Cold Air Burners
These burners represent our most versatile solution, utilizing ambient temperature air for combustion. The design allows for:
Direct integration with standard furnace systems
Stable flame characteristics at lower temperatures
Reduced operational complexity
Cost-effective implementation for general heating applications
Ideal Applications: Metal heat treatment, industrial ovens, small-scale furnaces
2. Hot Air Burners
Our hot air burners incorporate advanced heat exchanger technology to pre-heat incoming combustion air, delivering:
15-30% improved fuel efficiency
Higher flame temperatures
Enhanced heat transfer rates
Reduced fuel consumption
Ideal Applications: Large-scale industrial furnaces, ceramic kilns, glass melting operations
3. Regenerative Burners
These sophisticated systems operate in pairs, alternating between firing and exhaust cycles:
One burner fires while the other captures exhaust heat
Captured heat preheats incoming combustion air
Achieves thermal efficiency up to 85%
Supports ultra-high temperature operations
Ideal Applications: Steel reheating furnaces, aluminum melting, high-temperature process heating
4. Oxy-Fuel Burners
Our premium burner solution uses pure oxygen instead of air for combustion:
Generates intensely focused, high-temperature flames
Reduces NOx emissions by up to 90%
Eliminates nitrogen heating losses
Provides precise temperature control
Ideal Applications: Glass manufacturing, metal melting, chemical processing
Typical Applications across Industries
Shivshakti Engineering's industrial burners power diverse industrial processes through seamless integration into multiple combustion equipment types:
Boiler Systems
Steam generation for power production
Process heating applications
Temperature control in manufacturing facilities
Industrial Furnaces
Metal heat treatment
Material processing
Continuous production lines
Specialized Equipment
Kilns for ceramic and cement production
Industrial ovens for food processing
Dryers for material dehydration
Incinerators for waste management
Our burners serve specific roles across key industries:
Chemical Processing
Precise temperature control for reactions
Heating of process fluids
Maintaining specific thermal conditions
Food & Beverage Production
Sanitization processes
Cooking and baking operations
Product dehydration
Steam generation for cleaning
Glass Manufacturing
Melting raw materials
Maintaining precise temperatures
Annealing processes
Metal Industry Applications
Metal melting operations
Heat treatment processes
Surface finishing
Forging operations
Mining Sector Uses
Ore processing
Material drying
Thermal treatment
Pulp & Paper Manufacturing
Drying processes
Steam generation
Chemical recovery boilers



Selecting the Best Burner
With so many different industrial burners are there to choose, making the right choice can be quite complicated. We want to ensure that we are making the best decision since industrial burners are a significant investment apart from being very crucial part of your manufacturing processes. The following variables will help you make the best choice.
Capacity
Burner capacity is an essential factor to research when buying an industrial burner. Burner capacity is the minimum and maximum calories (in KCal/ MKCal/ KW) that can be released with adequate combustion and a stable flame in place. It can be thought of as your highest and lowest firing ranges.
To decide on the best burner capacity, consider what function and process your burner is expected to serve. You will need enough power to get your job done.
Turndown
Turndown is another crucial component of burner function. Turndown performance is measured as the maximum to minimum capacity ratio, determining the burner’s ability to handle various workload sizes. Turndown isn’t very large for most applications and should be equal to or larger than the required turndown for your specific processes.
Flame Geometry
Flame geometry relates to the size of the burner flame, which can’t be too long or too short. Like the variables listed above, finding the proper flame geometry means locating the best spot in the middle that will serve all your burner applications.
Temperature
Another factor that can help you select the best burner is temperature. Depending on your application, you’ll need a specific temperature. Industrial burners come down to two temperature types:
High-temperature: operate above 1000°C
Low-temperature: operate below 1000°C
Mounting
There are two different types of mounting available for industrial burners. The mount will affect the ease of access, cross velocities, and burner maintenance. When you select a burner, you will have to choose between the two different mounts:
Wall-mounted burners: Make access easier, but they can be affected by cross velocities.
In-duct burners: Exist inside the duct, making them more challenging to access but less likely to be affected by cross velocities.
Ignition
Finally, how your industrial burner is lit will help you narrow down your industrial burner choices. Burners are either ignited by a direct spark or a pilot. Direct spark produces carbon, so if that will be an issue for your manufacturing process, then a pilot ignition is best.
Safety Features in Burner Design
Burner designs include safety features such as systems to monitor flames, automated controls, and mechanisms to shut down in emergencies. These components work together to ensure safe and efficient operation across different thermal applications.
Each burner type can be customized with specific mounting configurations:
Side-fired
Up-fired
Down-fired
The selection depends on furnace geometry, process requirements, and operational parameters. Our engineering team assists in determining the optimal burner configuration based on your specific industrial application needs.
Why Choose Shivshakti Engineering?
Your industrial processes require precise heating solutions, whether it's for furnaces, kilns, incinerators, or boilers. Each application has its own specific requirements when it comes to temperature control, flame characteristics, and mounting configurations in order to achieve the best possible results. At Shivshakti Engineering, we understand these demands and offer burners specifically designed to meet them.
Shivshakti Engineering is a leading provider of industrial heating solutions, specializing in a wide variety of industrial burners tailored to meet the unique needs of different manufacturing processes. Our expertly crafted burners are essential for powering crucial operations such as heating, melting, manufacturing, and steam production across various industries.
The Importance of Choosing the Right Burner
Selecting the right industrial burner is crucial as it directly impacts several key factors in your operations:
Production efficiency
Energy consumption
Operating costs
Process quality
Environmental compliance
Understanding Industrial Burners
Industrial burners are crucial for many manufacturing and energy processes, as they convert fuel energy into controlled heat. These advanced heating devices work by combining two key elements:
Fuel Source: This can be natural gas, oil, or pulverized coal.
Combustion Air: An oxygen-rich air supply is used for complete combustion.
How Industrial Burners Work
The combustion process begins when fuel mixes with air in the burner's combustion chamber. A controlled ignition creates a stable flame, producing the necessary heat for specific industrial uses. The characteristics of the flame depend on several factors:
Fuel-to-air ratio
Burner design
Operating pressure
Flow dynamics
Importance of Combustion Air Supply
The effectiveness of an industrial burner heavily relies on a proper supply of combustion air. Controlling the air precisely ensures:
Complete combustion of fuel
Optimal thermal efficiency
Reduced emissions
Stable flame patterns
Uniform distribution of heat
Flame Characteristics in Different Industries
Various industries have specific requirements for flame characteristics:
Glass Manufacturing: Long, bright flames are needed.
Metal Processing: High-speed, intense flames are required.
Food Processing: Controlled, moderate flames are necessary.
Chemical Production: Precise temperature control is essential.
The right flame geometry prevents:
Hot spots in process equipment
Incomplete combustion
Reduced thermal efficiency
Equipment damage
Product quality issues
You'll need to match your flame geometry to your furnace or heating chamber dimensions, considering factors like chamber size, product positioning, and heat distribution requirements.
What types of industrial burners does Shivshakti Engineering offer?
Shivshakti Engineering offers a wide range of industrial burners including cold air burners, hot air burners, regenerative burners, and oxy-fuel burners. These are used for heating, melting, manufacturing, and steam production across various industrial applications.
How do I select the best industrial burner for my application?
Selecting the best industrial burner involves considering key factors such as burner capacity (minimum and maximum firing ranges), turndown ratio (ability to handle varying workloads), flame geometry (proper flame size), operating temperature (high or low temperature requirements), mounting type (wall-mounted or in-duct), and ignition method (direct spark or pilot ignition). Assessing these variables ensures optimal performance and efficiency for your specific process.
What are the common applications of industrial burners provided by Shivshakti Engineering?
Industrial burners from Shivshakti Engineering are widely used in furnaces, kilns, incinerators, boilers, ovens, dryers, and other direct-fired heaters. They serve critical roles in industries such as chemical processing, food and beverage processing, glass production, metals manufacturing, mining, pulp and paper production, and more.
FAQs (Frequently Asked Questions)
What is the difference between cold air burners and hot air burners?
Cold air burners use ambient temperature air as combustion air and are commonly used in most furnace applications. Hot air burners preheat the incoming combustion air using a central heat-exchanger device before combustion. This preheated air improves efficiency by providing hotter combustion conditions.
Why is ignition type important when choosing an industrial burner?
Ignition type affects burner operation and emissions. Direct spark ignition is quick but can produce carbon deposits which might be undesirable in certain manufacturing processes. Pilot ignition provides cleaner starts with less carbon formation. Choosing the appropriate ignition method depends on your process requirements and emission considerations.
How does burner mounting affect industrial burner performance?
Burner mounting impacts accessibility for maintenance as well as exposure to cross velocities that can affect flame stability. Wall-mounted burners offer easier access but may be influenced by cross winds. In-duct burners are installed inside ducts making them less affected by cross velocities but harder to access. Selecting the right mounting depends on your furnace design and operational needs.





Shivshakti Engineering Company
.... innovative combustion solutions
CONTACT US
© 2025. Shivshakti. All rights reserved.
Useful Links
16/1A Abdul Hamid Street Room 1 D, First Floor Kolkata - 700069. India.
Telephone: +91 33 2248 1116 Helpline: +91 94330 36040/ 41
Email:
Domestic Customers: info@shivenergy.com
International Customers: exports@shivenergy.com
Our Products
Ladle Preheater
Tundish Preheater
SEN Preheating
Hot Gas Generator
Rotary Kiln Burner
Flare Stack Burner
Industrial Burner
Burner Management System
Our Services
Furnace Design & Modification
Furnace Repairing
Fuel and Energy Saving guidance